|
|


|
УВАЖАЕМЫЕ КЛИЕНТЫ!!!
Появилась возможность изготовления пружин из проволоки квадратного и прямоугольного сечения; Уважаемые Клиенты!
|
Качество и технологии Режим нагрева заготовок Процесс нагрева характеризуется двумя основными параметрами: температурой и скоростью нагрева. Температурой нагрева металла считают конечную температуру поверхности заготовки, которая должна обеспечивать равномерный прогрев заготовки по всему сечению и длине.  Скорость нагрева металла есть изменение температуры металла при нагреве в единицу времени. Продолжительность нагрева определяется по времени, отнесенному к единице толщины или диаметра заготовки, и выражается в мин/см или с/мм. Скоростной нагрев заготовок является самым эффективным. Он не только сокращает длительность процесса и увеличивает производительность печи, но и значительно уменьшает окисление и обезуглероживание стали, улучшает структуру и свойства стали, в том числе и пластические, благодаря чему облегчается горячая обработка давлением и сокращается расход энергии на деформирование металла. Качество и скорость нагрева зависят от процессов теплопередачи в рабочей камере печи. Тепло в печи передается металлу лучеиспусканием, конвекцией и теплопроводностью. Наибольшую долю тепла металл получает через лучеиспускание и наименьшую — в результате теплопроводности. Режим нагрева заготовок характеризуется: допустимой температурой печи при ее загрузке заготовками, временем выдержки при температуре загрузки, временем нагрева металла до заданной температуры, температурой нагрева металла, временем выдержки нагретого металла при заданной температуре. х С повышением температурного нагрева до определенного предела пластические свойства металла, как правило, увеличиваются. Разность между начальной и конечной температурами деформирования называется температурным интервалом деформации. Это область температур, в которой металл обладает достаточными для деформации (ковки, штамповки, прокатки) пластическими свойствами. Из технико-экономических соображений нагрев металла для обработки давлением до заданной температуры должен производиться равномерно по всему сечению, с наибольшей допустимой скоростью без ухудшения качества металла. Нагрев должен быть проведен с наименьшими потерями металла на угар и с минимальным расходом топлива. Теоретические методы расчета продолжительности нагрева заготовок сложны и не всегда дают точные результаты. Обычно этим путем подсчитывают ориентировочную продолжительность нагрева. На предприятиях пользуются таблицами времени нагрева сталей, разработанными применительно к условиям и состоянию оборудования данного завода. Стали с различным химическим составом имеют различную теплопроводность. Установлено, что при одних и тех же условиях низкоуглеродистые стали нагреваются быстрее, чем легированные. Размер заготовок также влияет на процесс нагрева. В толстых заготовках температура распределяется менее равномерно по сечению, чем в тонких. Средние слои толстой заготовки имеют более низкую температуру, чем наружные. В результате неравномерного распределения температур по сечению заготовки в металле возникают температурные напряжения, которые часто являются причиной образования трещин. Поэтому нагрев таких заготовок
разделяют на два периода: в интервале низких температур до 850°С и в интервале высоких температур. Первый период нагрева более ответственный для заготовок из легированных и высоколегированных сталей. Температура нагрева заготовок перед навивкой 800—1000°С задается в зависимости от марки стали и технологии изготовления для каждого вида пружин. Время нагрева крупных слитков и заготовок в пламенных печах может быть ориентировочно определено по формуле академика Н. Н. Доброхотова:
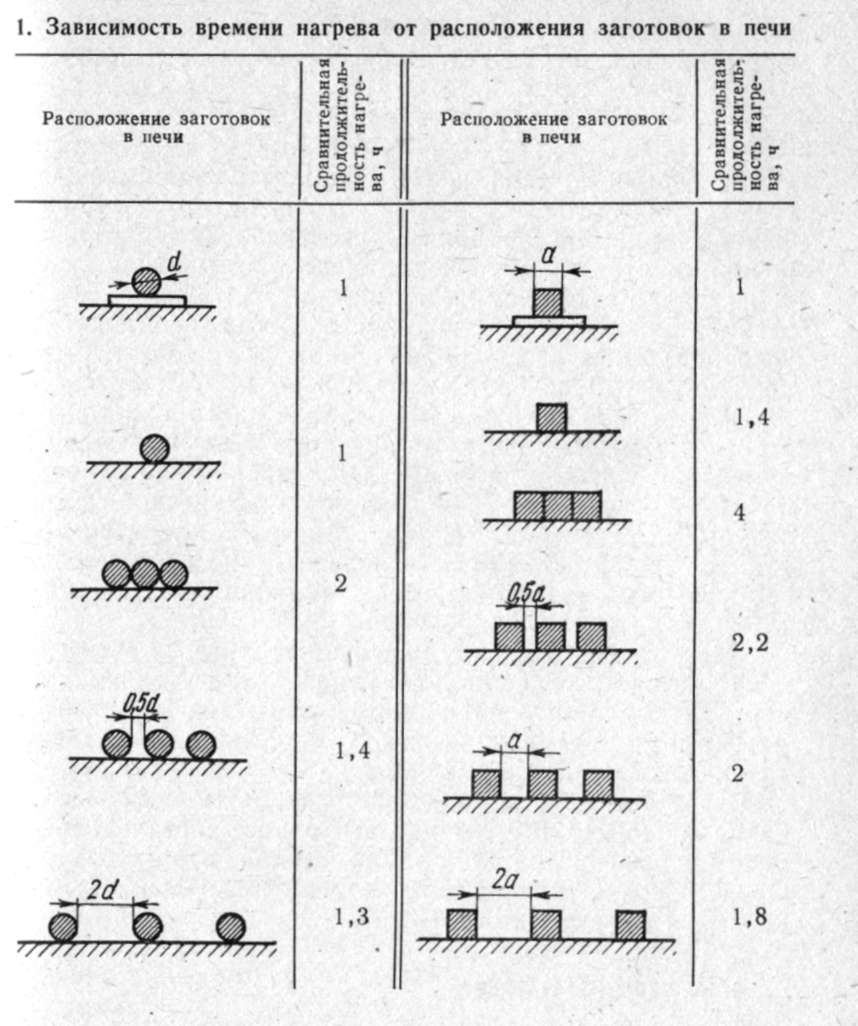
где z — время нагрева, ч, D — диаметр или наименьшая сторона поперечного сечения заготовки, м, К — коэффициент, равный 20, для высокоуглеродистых и легированных сталей, а — коэффициент, учитывающий способ укладки заготовок на поду печи. Продолжительность нагрева заготовок для высокоуглеродистой и легированной стали разделяют на два периода: от 20 до 850°С и от 850 до 1150°С; при этом коэффициент К для первого периода равен 13,3, а для второго периода — 6,7. В практике для сокращения продолжительности нагрева заготовки температуру рабочего пространства печи берут выше конечной температуры нагрева металла, эта разность температур составляет от 50 до 100°С. Следовательно, нормальная температура пламенной печи должна быть 1200— 1250°С. Следует иметь в виду, что чем плотнее уложены на поду печи нагреваемые заготовки относительно друг друга, тем большее время потребуется для их нагрева. Зависимость времени нагрева от расположения заготовок в печи приведена в табл. 1. Заготовки из углеродистой стали и тонкие заготовки размером до 100 мм из легированных сталей помещают в печь, нагретую до максимальной температуры. Следует иметь в виду, что режим нагрева каждой марки стали имеет свои особенности.
По вопросам размещения заказов на изготовление пружин обращаться:
© 2015-2018 ООО "Пружинно-навивочный завод". Изготовление и продажа металлических пружин: производство пружин кручения, навивка пружин сжатия, тарельчатые пружины. Предлагаем подвески и опоры трубопроводов, а также стопорные кольца. |
e-mail: marketing@chelmash.com
пластинчатые пружины пружины сжатия пружины растяжения пружины кручения
пружин сжатия тарельчатых пружин |
|
|